
No hay que elegir, la confianza viene dada por la garantía del trabajo bien hecho, basado en procesos meticulosamente definidos.
La Confianza es uno de los pilares fundamentales que ha hecho crecer a esta compañía. Es por esto que hemos desarrollado un procedimiento interno para controlar las tolerancias de nuestras máquinas. Además, para series largas permite muestrear y asegurar con fiabilidad que nuestros procesos cumplen las tolerancias de las necesidades de nuestros clientes.
Control estadístico de procesos
Al analizar la filosofía en la que se fundamenta la gestión de la calidad total (TQM, por sus siglas en inglés) se definen cinco características de calidad centradas en el cliente:
- conformidad con las especificaciones,
- valor,
- adecuación para el uso previsto,
- soporte e
- impresiones psicológicas.
El control estadístico de procesos (SPC, por sus siglas en inglés) es un conjunto de técnicas estadísticas para determinar si el resultado del proceso concuerda con el diseño del producto.Un enfoque de la gestión de la calidad, el muestreo de aceptación, es la aplicación de técnicas estadísticas para determinar si la cantidad de material fabricado puede aceptarse o rechazarse a partir de la inspección en una muestra.
Variabilidad del proceso de producción
No hay dos productos o servicios iguales ya que los procesos mediante los que se fabrican incluyen muchas fuentes de variación, incluso cuando los procesos se desarrollen en la forma prevista. Es decir, diferentes coladas de material, proveedor, dureza del material, temperatura del material en el momento del corte, incluso el sistema de medición puede introducir variabilidad al proceso. En general, se distinguen dos tipos de causas de variabilidad de proceso:
- Causas comunes: fuente de variación aleatoria inherente, no son identificables e imposibles de evitar siempre que se utilice el mismo procedimiento.
- Causas asignables: en esta segunda categoría cualquier factor causante de variación se logra identificar y eliminar. Típicamente para investigar las causas asignables de cualquier proceso se utiliza la herramienta 6 M´s:
- Operador.
- Material
- Máquina
- Método de trabajo
- Medio de trabajo
- Sistema de medida.
Capacidad de proceso y métrica 6σ
La capacidad de un proceso se define como la capacidad de un proceso de cumplir las especificaciones de un producto o servicio. Típicamente las especificaciones de diseño se expresan como un valor nominal y la tolerancia o margen de aceptación, es decir un límite superior de especificación y un límite inferior de especificación.Si un proceso está en control estadístico la característica de la calidad del 99,73% de los elementos fabricados estará comprendida entre µ-3σ y µ+3σ Es decir, estará comprendida en un intervalo cuyo ancho es 6σ siendo sigma la desviación estándar de la muestra. En la siguiente imagen se muestra un proceso capaz de producir bajo especificaciones de cliente:
Es decir, estará comprendida en un intervalo cuyo ancho es 6σ siendo sigma la desviación estándar de la muestra. En la siguiente imagen se muestra un proceso capaz de producir bajo especificaciones de cliente: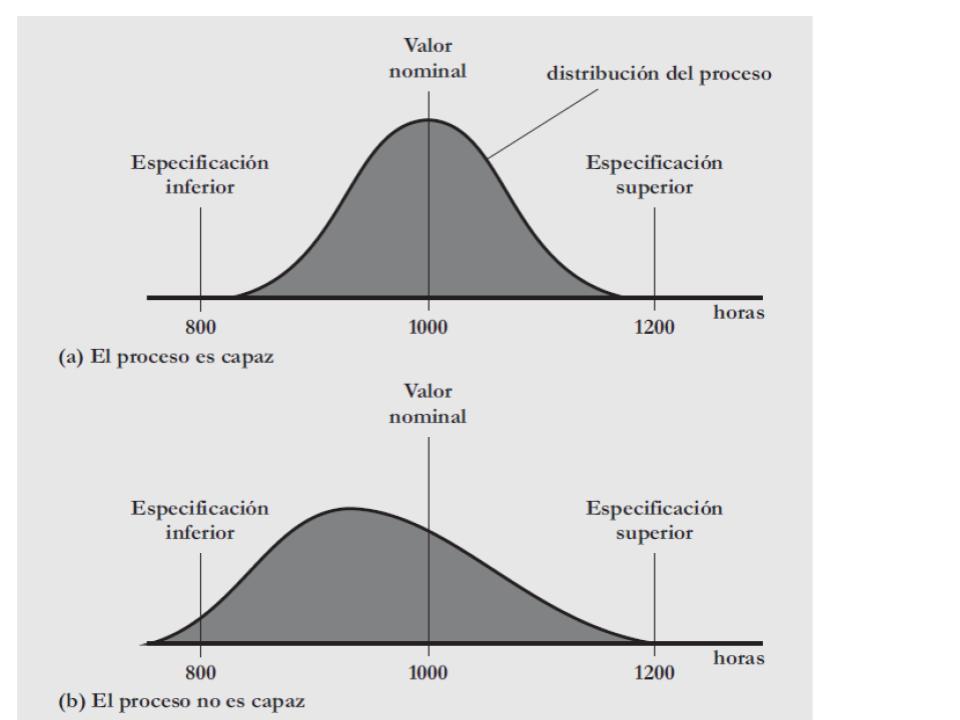
Gráficas de control
Para determinar si el proceso se encuentra en control estadístico se utilizan las gráficas de control, para ello se mide la característica de la calidad y se presenta en un diagrama ordenado de tiempo conocido como gráfica de control. La gráfica de control queda definida por el valor nominal u objetivo a alcanzar y los límites de control inferior y superior: Si el proceso se encuentra fuera de control el gráfico mostrará puntos fuera de los límites establecidos. Esta herramienta permite muestrear producciones largas asegurando la calidad de una forma muy fiable. Además, es una herramienta de calidad preventiva, pues una tendencia a la baja o al alza denotará una posible variación por causa asignable en el proceso como se mencionó anteriormente.Actualmente nos encontramos en una fase de estudio, pues queda camino por delante: diseño de muestras a fabricar, frecuencia, formación, estudio GR&R, nos hemos marcado como hito este último trimestre para el lanzamiento del piloto.
Si el proceso se encuentra fuera de control el gráfico mostrará puntos fuera de los límites establecidos. Esta herramienta permite muestrear producciones largas asegurando la calidad de una forma muy fiable. Además, es una herramienta de calidad preventiva, pues una tendencia a la baja o al alza denotará una posible variación por causa asignable en el proceso como se mencionó anteriormente.Actualmente nos encontramos en una fase de estudio, pues queda camino por delante: diseño de muestras a fabricar, frecuencia, formación, estudio GR&R, nos hemos marcado como hito este último trimestre para el lanzamiento del piloto.
Alfonso Ruiz Luna, responsable de calidad en Lasertek
Fuente: http://nulan.mdp.edu.ar/1617/1/12_control_estadistico.pdf


